台州市多源塑料模具有限公司
24小时热线:13606823221
电话:0576-84253688
传真:0576-84253688
联系人:俞经理
Email:sales@dymuju.com
地址:浙江省台州市黄岩北城工业区唐溪路8号
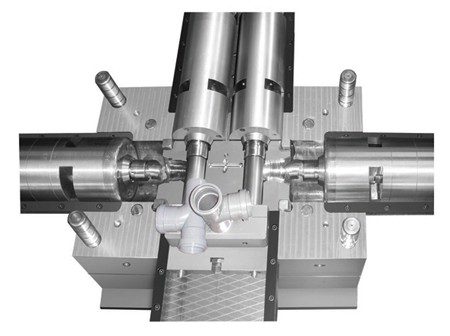
塑料模具是塑料加工工业中和塑料成型机配套,赋予塑料制品以完整构型和准确尺寸的工具。由于塑料品种和加工方法繁多,塑料成型机和塑料制品的结构又繁简不一,所以塑料模具的种类和结构也是多种多样的。我们在使用塑料模具进行加工时,往往会遇到一些缺陷,那么我们又该如何避免缺陷呢?
1、消除磨削应力也可将模具在260~315℃盐浴中浸1.5 min,然后在30℃油中冷却,这样硬度可下降1HRC,残留应力降低40%~65%。
2、将热处理后的淬火应力降低到最低限度,因为淬火应力、网状碳化组织在磨削力的作用下,组织产生相变极易使工件产生裂纹。对于高精度模具为了消除磨削的残余应力,在磨削后应进行低温时效处理以提高韧性。
3、对于尺寸公差在0.01 mm以内的精密模具的精密磨削要注意环境温度的影响,要求恒温磨削。由计算可知,300 mm长的钢件,温差3℃时,材料有10.8μm左右的变化,(10.8=1.2×3×3,每100mm变形量1.2μm/℃),各精加工工序都需充分考虑这一因素的影响。
4、采用电解磨削加工,改善模具制造精度和表面质量。电解磨削时,砂轮刮除氧化膜:而不是磨削金属,因而磨削力小,磨削热也小,不会产生磨削毛刺、裂纹、烧伤 等现象,一般表面粗糙度可优于Ra0.16μm;另外,砂轮的磨损置小,如磨削硬质合金,碳化硅砂轮的磨损量大约为磨削掉的硬质合金重量的 400%~600%,用电解磨削时,砂轮的磨损量只有硬质合金磨除量的50%~100%。
5、采用电解磨削加工,改善模具制造精度和表面质量。电解磨削时,砂轮刮除氧化膜:而不是磨削金属,因而磨削力小,磨削热也小,不会产生磨削毛刺、裂纹、烧伤 等现象,一般表面粗糙度可优于Ra0.16μm;另外,砂轮的磨损置小,如磨削硬质合金,碳化硅砂轮的磨损量大约为磨削掉的硬质合金重量的 400%~600%,用电解磨削时,砂轮的磨损量只有硬质合金磨除量的50%~100%。合理选择磨削用量,采用径向进给量较小的精磨方法甚至精细磨削。如适当减少径向进给量及砂轮速度、增大轴向进给量,使砂轮与工件接触面积减少,散热条件得到改善,从而有效地控制表层温度的提高。
台州市多源塑料模具有限公司 邮箱:sales@dymuju.com
地址:浙江省台州市黄岩北城工业区唐溪路8号 24小时电话:13606823221
全国服务热线:0576-84253688 传真:0576-84253688
浙ICP备2020034004号-1  浙公网安备33100302003785号
浙公网安备33100302003785号
台州市多源塑料模具有限公司
24小时电话:13606823221
电话:0576-84253688
传真:0576-84253688
邮箱:sales@dymuju.com
地址:浙江省台州市黄岩北城工业区唐溪路8号







