台州市多源塑料模具有限公司
24小时热线:13606823221
电话:0576-84253688
传真:0576-84253688
联系人:俞经理
Email:sales@dymuju.com
地址:浙江省台州市黄岩北城工业区唐溪路8号
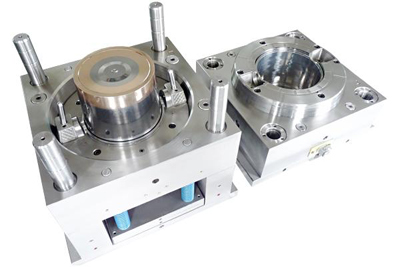
由于塑料模具收缩率会因注塑压力而发生变化,因此,对于单型腔塑料模具模具,型腔内的模腔压力应尽量一致;至于多型腔塑料模具,型腔之间的模腔压力应相差很小。在单型腔多浇口或多型腔多浇口的情况下,必须以相同的注塑压力注射,使型腔压力一致。为此,必须确保使浇口位置均衡。
为了使型腔内的模腔压力一致,最好使浇口入口处的压力保持一致。浇口处压力的均衡与流道中的流动阻力有关。所以,在浇口压力达到均衡之前,应先使流通均衡。
由于塑料模具温度对成型收缩率的影响很大,同时也直接影响注塑制品的力学性能,还会引起制品表面发花等各种成型缺陷,因此必须使塑料模具保持在规定的温度范围内,而且还要使塑料模具温度不随时间变化而变化。多型腔模具的各型腔之间的温差也不得发生变化。
在塑料模具设计中必须采取对模具加热或冷却的温度控制措施,且为了使塑料模具各型腔间的温差尽量缩小,必须注意温控-冷却回路的设计。在型腔、型芯温控回路中,主要有串联冷却与并联冷却两种连接方式。
台州市多源塑料模具有限公司 邮箱:sales@dymuju.com
地址:浙江省台州市黄岩北城工业区唐溪路8号 24小时电话:13606823221
全国服务热线:0576-84253688 传真:0576-84253688
浙ICP备2020034004号-1  浙公网安备33100302003785号
浙公网安备33100302003785号
台州市多源塑料模具有限公司
24小时电话:13606823221
电话:0576-84253688
传真:0576-84253688
邮箱:sales@dymuju.com
地址:浙江省台州市黄岩北城工业区唐溪路8号







