台州市多源塑料模具有限公司
24小时热线:13606823221
电话:0576-84253688
传真:0576-84253688
联系人:俞经理
Email:sales@dymuju.com
地址:浙江省台州市黄岩北城工业区唐溪路8号
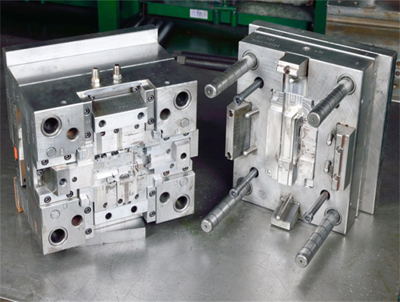
塑料模具是塑料加工工业中和塑料成型机配套,赋予塑料制品以完整构型和准确尺寸的工具。由于塑料品种和加工方法繁多,塑料成型机和塑料制品的结构又繁简不一,所以塑料模具的种类和结构也是多种多样的。双色塑料模具时塑料模具中较为常见的一种类型,那么我们在设计双色塑料模具时,又要注意哪些问题呢?
1、两型腔和型芯的运水布置尽量充分,并且均衡、一样。
2、双色塑料模具的前模以中心旋转180º后,必须与后模吻合。设计时必须注意这一点。
3、99%的情况是先注塑产品的硬胶部分,再注塑产品的软胶部分。因为软胶易变形。
4、三板模的水口最好能设计成可以自动脱模动作。特别要注意软胶水口的脱模动作是否可靠。
5、在设计时,请仔细查看双色塑料模具注塑机的参数数据,如,最大容模厚度、最小容模厚度、顶棍孔距离等。
6、注塑时,第一次注塑成型的产品尺寸可以略大,以使它在第二次成型时能与另一个型腔压得更紧,以达到封胶的作用。
7、前模的两个形状是不同的,分别成型1种产品。而后模的两个形状完全一样。(注意:如有不一样,要做前模滑块来保证后模一致)。
8、注意在第二次注塑时,塑胶的流动是否会冲动第一次已经成型好的产品,使其胶位变形?如果有这个可能,一定要想办法改善。
9、为了使两种塑胶“粘”得更紧,要考虑材料之间的“粘性”以及模具表面的粗糙度。双色模具注塑有专门的TPU;而模具表面越光滑,它们“粘‘得更紧。
在设计第二次注塑的型腔时,为了避免型腔插(或擦)伤第一次已经成型好的产品胶位,可以设计一部分避空。但是必须慎重考虑每一处封胶位的强度,即:在双色模具注塑中,是否会有在大的注塑压力下,塑胶发生变形,导致第二次注塑可能会有批锋产生的可能?
台州市多源塑料模具有限公司 邮箱:sales@dymuju.com
地址:浙江省台州市黄岩北城工业区唐溪路8号 24小时电话:13606823221
全国服务热线:0576-84253688 传真:0576-84253688
浙ICP备2020034004号-1  浙公网安备33100302003785号
浙公网安备33100302003785号
台州市多源塑料模具有限公司
24小时电话:13606823221
电话:0576-84253688
传真:0576-84253688
邮箱:sales@dymuju.com
地址:浙江省台州市黄岩北城工业区唐溪路8号







